금속 3D프린팅 스파크 이미지 데이터
- 분야제조
- 유형 텍스트 , 이미지 , 비디오
-
데이터 변경이력
데이터 변경이력 버전 일자 변경내용 비고 1.1 2024-04-02 데이터 최종 개방 1.0 2023-07-31 데이터 개방(Beta Version) 데이터 히스토리
데이터 히스토리 일자 변경내용 비고 2024-04-02 산출물 전체 공개 소개
PBF 공정으로 제작된 제품의 품질 수준의 예측 및 보정을 위하여 소재, 장비, 공정의 파라미터를 기계적 물성과 매칭하는 데이터 조합 구축
구축목적
금속 레이저 용융방식 3D프린팅 공정으로 제작된 제품의 품질 수준의 예측 및 보정을 위하여 소재, 장비, 공정의 파라미터를 기계적 물성과 매칭하는 데이터 조합을 구축
-
메타데이터 구조표 데이터 영역 제조 데이터 유형 텍스트 , 이미지 , 비디오 데이터 형식 bmp, txt, json, avi 데이터 출처 자체 라벨링 유형 바운딩박스(이미지) 라벨링 형식 JSON 데이터 활용 서비스 최적 공정조건 추천 서비스, 이상 탐지/예측 알림 서비스 데이터 구축년도/
데이터 구축량2022년/56,639,642건(원천데이터), 51,268,832건(라벨링데이터) -
● 데이터 구축 규모
● 데이터 구축 규모 데이터 종류 데이터 형태 어노테이션 규모 결과물 규모 금속 3D프린팅 스파크 이미지 원천 데이터 56,639,642 56,639,642 라벨링 데이터 51,268,832 51,268,832 총 수량 107,908,474 ● 데이터 분포
● 데이터 분포 금속 3D프린팅 장비별 스파크 이미지 분포 금속 3D프린팅 장비별 스파크 이미지 분포 Printer_type 수량 결과 구성비 V200 11,742,346 22.90% V300 16,381,250 23.33% V500 11,962,820 34.16% 커스메디 11,181,060 21.80% TOTAL 51,267,476 100% ● 데이터 분포 금속 3D프린팅 소재별 스파크 이미지 분포 금속 3D프린팅 소재별 스파크 이미지 분포 Printer_type 수량 결과 구성비 SUS 23,133,252 45.12% Inconel 17,517,078 34.16% Maraging 10,617,146 20.70% TOTAL 51,267,476 100% -
-
AI 모델 상세 설명서 다운로드
AI 모델 상세 설명서 다운로드 AI 모델 다운로드● 학습모델 설계/개발
● 금속 3D프린팅 스파크 데이터는 동영상 데이터만큼이나 일반적인 숫자 형태로 입력되는 공정 변수가 중요. 이런 이종 데이터를 다루는데 적합한 Mult-modal Deep Learning 기법들 중에서 VSCNN의 형태로 구현
● VSCNN은 입력별로 특징을 추출하는 Encoder Network와 이 특징들을 취합해 예측값을 출력하는 Fusion Network로 구성됨. 추출되는 특징 tensor 크기의 균령을 맞춰주는 것이 성능에 영향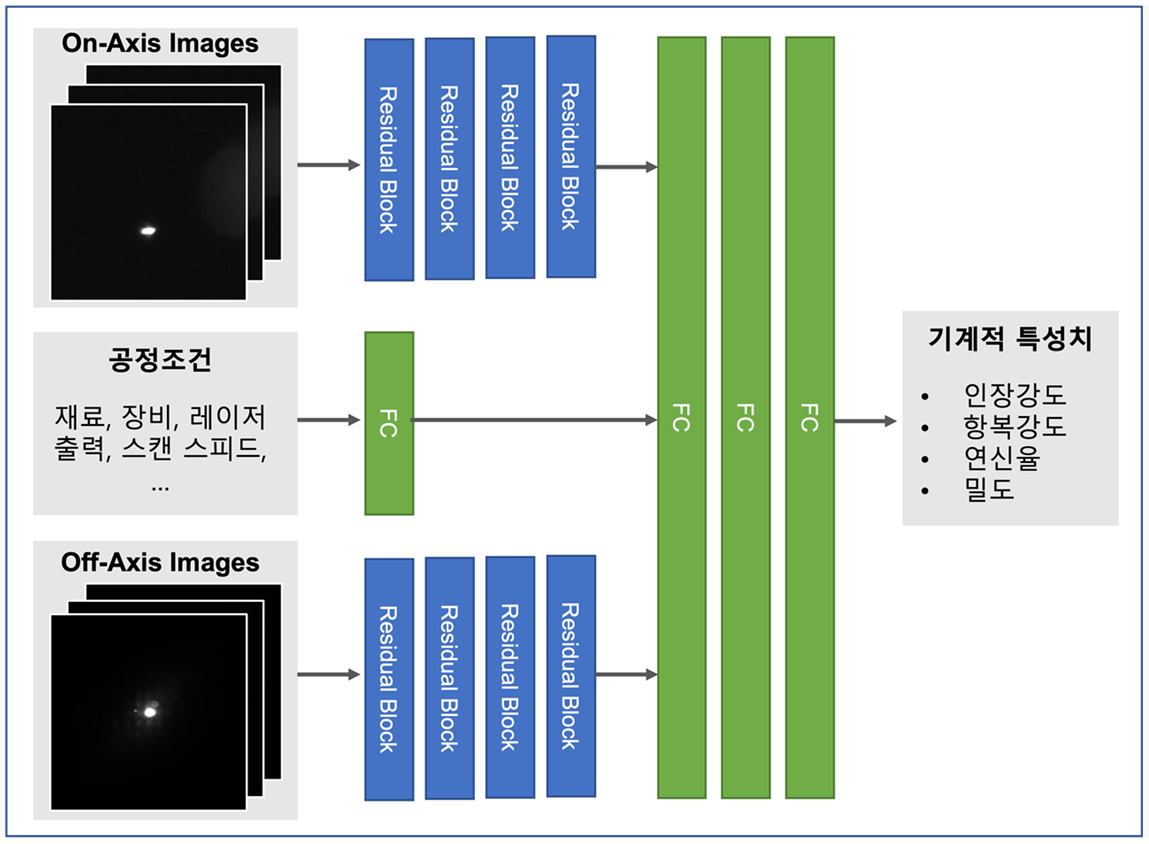
<그림1> VSCNN(Visual Social CNN) 구성도
● 스파크 동영상 데이터의 경우 OpenCV 패키지를 사용해 Frame단위의 이미지들로 읽은 후 이를 일정 길이의 Tensor로 변환해 Encoder Network에 입력
● 공정 조건 데이터의 경우 재료나 장비와 같은 변수는 1-hot encoding하고, 레이저 출력과 스캔 스피드 사이의 비율을 추가함. 정규화 후 Encoder Network에 입력
● 스파크 이미지 Encoder Network는 ResNet 구성요소인 Residual Block 4개층으로 구성
● 공정 조건 데이터 Encoder Network와 특징들을 취합하는 Fusion Network는 Fully-Connected Network를 사용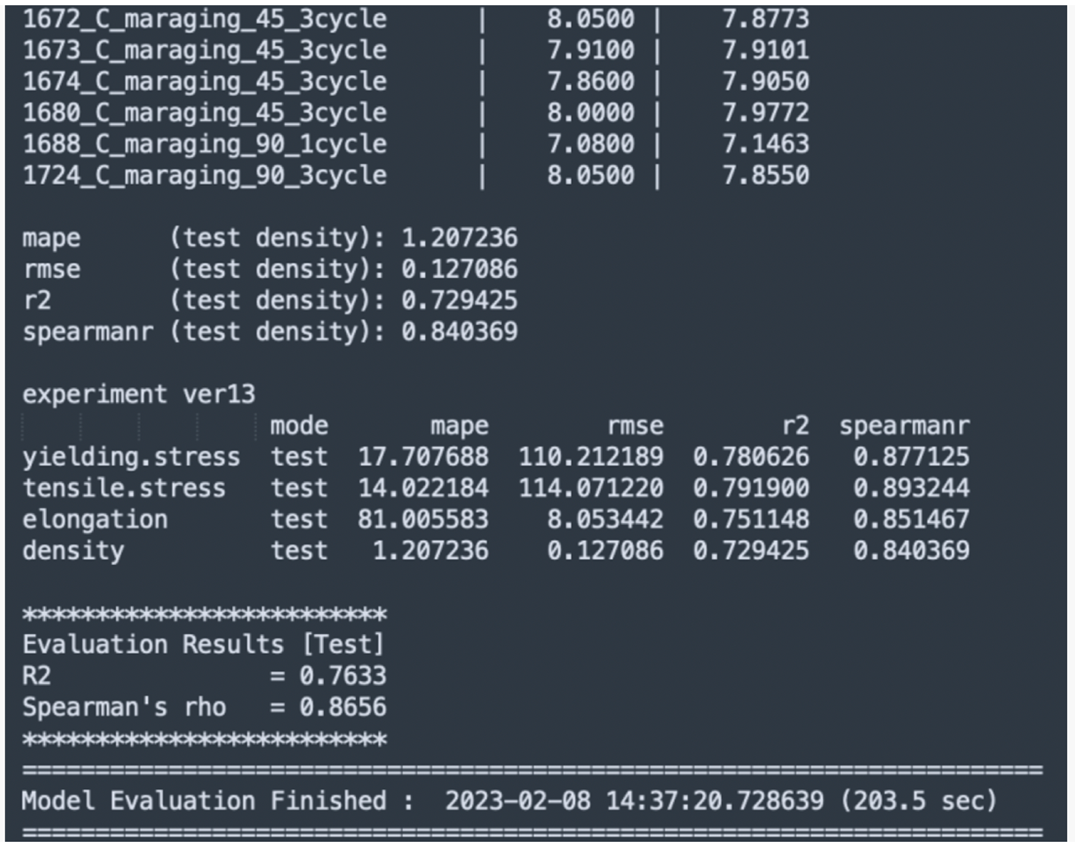
<그림2> 학습 모델 구조도
● Pytorch 구현하엿으며, Adam optimizer를 사용해 learning_rate = 5e-5 가 점차 감소하는 스케쥴링을 적용해 학습. 전체 데이터를 8:1:1로 분리하여 훈련을 진행
● 테스트 데이터셋으로 평가한 결과 목표치를 상회하는 성능을 기록함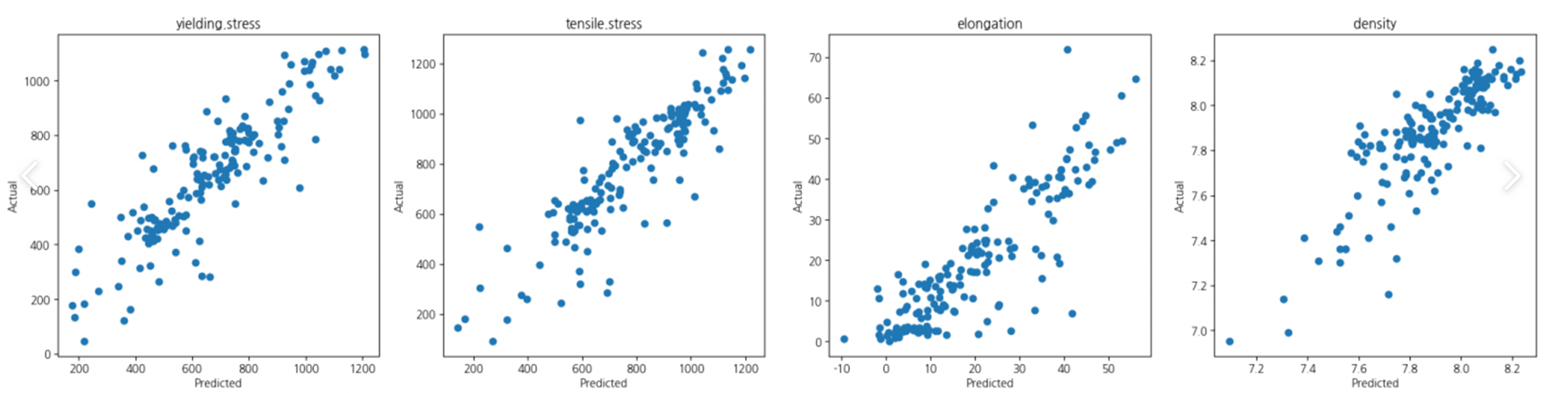
<그림3> 기계적 특성치별 실제값 대 예측치 산포도
-
데이터 성능 점수
측정값 (%)기준값 (%)데이터 성능 지표
데이터 성능 지표 번호 측정항목 AI TASK 학습모델 지표명 기준값 점수 측정값 점수 1 기계적 특성치 예측 Prediction VSCNN Correlation(Spearman) 0.85 단위없음 0.866 단위없음 2 기계적 특성치 예측 Prediction VSCNN R2 0.75 단위없음 0.763 단위없음
※ 데이터 성능 지표가 여러 개일 경우 각 항목을 클릭하면 해당 지표의 값이 그래프에 표기됩니다.
※ AI모델 평가 지표에 따라 측정값의 범위, 판단 기준이 달라질 수 있습니다. (ex. 오류율의 경우, 낮을수록 좋은 성능을 내는 것으로 평가됩니다)
-
설명서 및 활용가이드 다운로드
데이터 설명서 다운로드 구축활용가이드 다운로드● 데이터 설명
: 금속 레이저 용융방식 3D프린팅 공정으로 제작된 제품의 품질수준의 에측 및 보정을 위하여 소재, 장비, 공정의 파라미터를 기계적 물성과 매칭하는 데이터 조합을 구축● 어노테이션 포멧 - 시편 데이터
● 어노테이션 포멧 - 시편 데이터 구분 속성명 타입 필수 설명 여부 1 identifier 데이터셋 라벨 정보 1-1 identifier string y Input 식별자 1-2 material.name string y 소재 종류 이름 1-3 material.size string y 소재 사이즈 1-4 equipment.name string y 장비 종류 이름 2 annotations[] 원천데이터별 라벨링 정보 2-1 공정 특성치 공정 특성치 2-1-1 equipment.chamber.oxygen.density string y 설비-산소농도(%) 2-1-2 equipment.chamber.temp string y 설비-챔버온도 2-1-3 equipment.chamber.layer.thickness string y 적층 두께(mm) 2-1-4 equipment.base.hd string y 해칭 간격(mm) 2-1-5 condition.laser.power string y 공정조건-레이저 파워값(w) 2-1-6 condition.laser.speed string y 공정조건-스캔 스피드(mm/sec) 2-1-7 condition.lamination.direction string y 공정 조건-적층방향(각도) 2-1-8 image.layer string y 레이어 수(Max) 2-1-9 specimen.num string y 시편 번호 2-1-10 images.data_captured string y image.data_captured 날짜 2-2 기계적 특성치 기계적 특성치 2-2-1 yielding.stress string n 항복강도(Mpa) 2-2-2 tensile.stress string n 인장강도(Mpa) 2-2-3 elongaion string n 인장율(%) 2-2-4 density string y 밀도(g/cm^3) 2-3 최종상이미지 최종상이미지 특성치 2-3-1 distortion.x string n 장축 변량 2-3-2 specimen.position string 적측 가공 위치 2-3-3 image.type string n JPG,BMP,PNG 2-3-4 data.type string y 텍스트0, 영상1, 동영상2 2-4 이미지 특성치 이미지 특성치 2-4-1 image.width string y 영상 가로 크기(픽셀) 2-4-2 image.height string y 영상 세로 크기(픽셀) 2-5 시편당 용융 최대 온도값 시편당 용융 최대 온도값 2-5-1 temp.melting_max string n temp.melting_max 데이터 유무 (무 0, 유 1) ● 어노테이션 포멧 - 이미지 데이터
● 어노테이션 포멧 - 이미지 데이터 구분 속성명 타입 필수 설명 여부 1 identifier 데이터셋 라벨 정보 1-1 identifier string y Input 식별자 1-2 material.name string y 소재 종류 이름 1-3 material.size string y 소재 사이즈 1-4 equipment.name string y 장비 종류 이름 2 annotations[] 원천데이터별 라벨링 정보 2-1 공정 특성치 공정 특성치 2-1-1 equipment.chamber.oxygen.density string y 설비-산소농도(%) 2-1-2 equipment.chamber.temp string y 설비-챔버온도 2-1-3 equipment.chamber.layer.thickness string y 적층 두께(mm) 2-1-4 equipment.base.hd string y 해칭 간격(mm) 2-1-5 condition.laser.power string y 공정조건-레이저 파워값(w) 2-1-6 condition.laser.speed string y 공정조건-스캔 스피드(mm/sec) 2-1-7 condition.lamination.direction string y 공정 조건-적층방향(각도) 2-1-8 image.layer string y 레이어 수(Max) 2-1-9 specimen.num string y 시편 번호 2-1-10 dataset.type string y 데이터셋 타입 (동축: 0, 비축: 1) 2-1-11 images.data_captured string y image.data_captured 날짜 2-2 기계적 특성치 기계적 특성치 2-2-1 yielding.stress string n 항복강도(Mpa) 2-2-2 tensile.stress string n 인장강도(Mpa) 2-2-3 elongaion string n 인장율(%) 2-2-4 density string y 밀도(g/cm^3) 2-3 최종상이미지 최종상이미지 특성치 2-3-1 distortion.x string n 장축 변량 2-3-2 specimen.position string 적측 가공 위치 2-3-3 image.type string n JPG,BMP,PNG 2-3-4 data.type string y 텍스트0, 영상1, 동영상2 2-4 이미지 특성치 이미지 특성치 2-4-1 image.width string y 영상 가로 크기(픽셀) 2-4-2 image.height string y 영상 세로 크기(픽셀) 2-5 시편당 용융 최대 온도값 시편당 용융 최대 온도값 2-5-1 temp.melting_max string n temp.melting_max 데이터 유무 (무 0, 유 1) 2-6 스파크 이미지 위치 스파크 이미지 위치 2-6-1 anotation.position.x string n 비축이미지 가공역역에서의 가공 위치 (1~2464) 픽셀 2-6-2 anotation.position.y string n 비축이미지 가공역역에서의 가공 위치 (1~2056) 픽셀 2-6-3 anotation.bbox.x string y 바운딩박스 시작점 x 좌표 2-6-4 anotation.bbox.y string y 바운딩박스 시작점 y 좌표 2-6-5 anotation.bbox.width string n 바운딩박스 시작점 가로길이 2-6-6 anotation.bbox.height string n 바운딩박스 시작점 세로 길이 ● 어노테이션 포멧 - 용융최대 온도값 데이터
● 어노테이션 포멧 - 용융최대 온도값 데이터 구분 속성명 타입 필수 설명 여부 1 identifier 데이터셋 라벨 정보 1-1 identifier string y Input 식별자 1-2 material.name string y 소재 종류 이름 1-3 material.size string y 소재 사이즈 1-4 equipment.name string y 장비 종류 이름 2 annotations[] 원천데이터별 라벨링 정보 2-1 공정 특성치 공정 특성치 2-1-1 equipment.chamber.oxygen.density string y 설비-산소농도(%) 2-1-2 equipment.chamber.temp string y 설비-챔버온도 2-1-3 equipment.chamber.layer.thickness string y 적층 두께(mm) 2-1-4 equipment.base.hd string y 해칭 간격(mm) 2-1-5 condition.laser.power string y 공정조건-레이저 파워값(w) 2-1-6 condition.laser.speed string y 공정조건-스캔 스피드(mm/sec) 2-1-7 condition.lamination.direction string y 공정 조건-적층방향(각도) 2-1-8 image.layer string y 레이어 수(Max) 2-1-9 specimen.num string y 시편 번호 2-1-10 images.data_captured string y image.data_captured 날짜 2-2 기계적 특성치 기계적 특성치 2-2-1 yielding.stress string n 항복강도(Mpa) 2-2-2 tensile.stress string n 인장강도(Mpa) 2-2-3 elongaion string n 인장율(%) 2-2-4 density string y 밀도(g/cm^3) 2-2-5 distortion.x string n 장축 량변 2-3 시편당 용융 최대 온도값 이미지 특성치 2-3-1 specimen.position string y 적층 가공 위치 2-3-2 mas_temperature string y Temp.melting_max : 5개 평균값 ● 어노테이션 포멧 - 기초데이터
● 어노테이션 포멧 - 기초데이터 구분 속성명 타입 필수 설명 여부 1 identifier 데이터셋 라벨 정보 1-1 identifier string y Input 식별자 1-2 material.name string y 소재 종류 이름 1-3 material.size string y 소재 사이즈 1-4 equipment.name string y 장비 종류 이름 2 annotations[] 원천데이터별 라벨링 정보 2-1 공정 특성치 공정 특성치 2-1-1 equipment.chamber.oxygen.density string y 설비-산소농도(%) 2-1-2 equipment.chamber.temp string y 설비-챔버온도 2-1-3 equipment.chamber.layer.thickness string y 적층 두께(mm) 2-1-4 equipment.base.hd string y 해칭 간격(mm) 2-1-5 condition.laser.power string y 공정조건-레이저 파워값(w) 2-1-6 condition.laser.speed string y 공정조건-스캔 스피드(mm/sec) 2-1-7 condition.lamination.direction string y 공정 조건-적층방향(각도) 2-1-8 image.layer string y 레이어 수(Max) 2-1-9 specimen.num string y 시편 번호 2-1-10 dataset.type string n 데이터셋 타입 (동축: 0, 비축: 1) 2-1-11 images.data_captured string y image.data_captured 날짜 2-2 기계적 특성치 기계적 특성치 2-2-2 tensile.stress string n 인장강도(Mpa) 2-2-3 elongaion string n 인장율(%) 2-2-4 density string y 밀도(g/cm^3) 2-3 최종상이미지 최종상이미지 특성치 2-3-1 distortion.x string n 장축 변량 2-3-2 specimen.position string 적측 가공 위치 2-3-3 image.type string n JPG,BMP,PNG 2-3-4 data.type string y 텍스트0, 영상1, 동영상2 2-4 이미지 특성치 이미지 특성치 2-4-1 image.width string y 영상 가로 크기(픽셀) 2-4-2 image.height string y 영상 세로 크기(픽셀) 2-5 시편당 용융 최대 온도값 시편당 용융 최대 온도값 2-5-1 temp.melting_max string n temp.melting_max 데이터 유무 (무 0, 유 1) -
데이터셋 구축 담당자
수행기관(주관) : 씨와이오토텍
수행기관(주관) 책임자명 전화번호 대표이메일 담당업무 조재형 031-831-5603 jchho43@gmail.com 데이터 총괄 수행기관(참여)
수행기관(참여) 기관명 담당업무 하나에이엠티 데이터 수집 커스메디 데이터 수집 씨피프티원 인공지능 학습모델 개발 생산기술연구원 데이터 검사 데이터 관련 문의처
데이터 관련 문의처 담당자명 전화번호 이메일 조재형 031-831-5603 jchho43@gmail.com
-
인터넷과 물리적으로 분리된 온라인·오프라인 공간으로 의료 데이터를 포함하여 보안 조치가 요구되는 데이터를 다운로드 없이 접근하고 분석 가능
* 온라인 안심존 : 보안이 보장된 온라인 네트워크를 통해 집, 연구실, 사무실 등 어디서나 접속하여 데이터에 접근하고 분석
* 오프라인 안심존 : 추가적인 보안이 필요한 데이터를 대상으로 지정된 물리적 공간에서만 접속하여 데이터에 접근하고 분석 -
- AI 허브 접속
신청자 - 안심존
사용신청신청자신청서류 제출* - 심사구축기관
- 승인구축기관
- 데이터 분석 활용신청자
- 분석모델반출신청자
- AI 허브 접속
-
1. 기관생명윤리위원회(IRB) 심의 결과 통지서 [IRB 알아보기] [공용IRB 심의신청 가이드라인]
2. 기관생명윤리위원회(IRB) 승인된 연구계획서
3. 신청자 소속 증빙 서류 (재직증명서, 재학증명서, 근로계약서 등 택1)
4. 안심존 이용 신청서 [다운로드]
5. 보안서약서 [다운로드]
※ 상기 신청서 및 첨부 서류를 완비한 후 신청을 진행하셔야 정상적으로 절차가 이루어집니다. -
신청 및 이용관련 문의는 safezone1@aihub.kr 또는 02-525-7708, 7709로 문의
데이터셋 다운로드 승인이 완료 된 후 API 다운로드 서비스를 이용하실 수 있습니다.
API 다운로드 파일은 분할 압축되어 다운로드 됩니다. 분할 압축 해제를 위해서는 분할 압축 파일들의 병합이 필요하며 리눅스 명령어 사용이 필요합니다.
리눅스 OS 계열에서 다운로드 받으시길 권장하며 윈도우에서 파일 다운로드 시 wsl(리눅스용 윈도우 하위 시스템) 설치가 필요합니다.
※ 파일 병합 리눅스 명령어
find "폴더경로" -name "파일명.zip.part*" -print0 | sort -zt'.' -k2V | xargs -0 cat > "파일명.zip"
- 해당 명령어 실행 시, 실행 경로 위치에 병합 압축 파일이 생성됩니다.
- 병합된 파일 용량이 0일 경우, 제대로 병합이 되지 않은 상태이니 "폴더경로"가 제대로 입력되었는지 확인 부탁드립니다.
※ 데이터셋 소개 페이지에서 다운로드 버튼 클릭하여 승인이 필요합니다.
오프라인 데이터 이용 안내
본 데이터는 K-ICT 빅데이터센터에서도 이용하실 수 있습니다.
다양한 데이터(미개방 데이터 포함)를 분석할 수 있는 오프라인 분석공간을 제공하고 있습니다.
데이터 안심구역 이용절차 및 신청은 K-ICT빅데이터센터 홈페이지를 참고하시기 바랍니다.

국방데이터 개방 안내
본 데이터는 국방데이터로 군사 보안에 따라 AI허브에서 데이터를 제공하지 않으며,
군 담당자를 통한 별도의 사용 신청이 필요합니다.